
Neste guia sério, as pessoas descobrirão o incrível mundo de Boring and Facing Head (NCFP). Esta poderosa peça de máquina-ferramenta molda o metal. O blog vai falar sobre como essa ferramenta cresceu ao longo do tempo. Os leitores também aprenderão como a ferramenta funciona, tipos e melhores maneiras de usá-la. Todos descobrirão os passos certos para fazer grandes peças de metal. O blog está cheio de segredos de especialistas.
Séculos atrás, cabeças chatas e encaradas fizeram sua estreia. Essas ferramentas eram simples, mas eficazes. Eles esculpiram cavidades precisas em madeira ou metal.
Com diâmetros de 0,05 a 3 metros, os artesãos os acharam muito úteis. Eles melhoraram a precisão, economizaram tempo e garantiram operações contínuas.
Ao longo dos anos, as cabeças chatas e voltadas para o rosto evoluíram. Com a revolução industrial de 1800, a tecnologia ofereceu novas versões. Em 2023, mais de 20 tipos de cabeçotes de mandrilar estavam disponíveis.
Os modernos tinham leituras digitais. Eles também ostentavam ajustes automáticos de diâmetro, acomodando até 10 mm. Tais avanços transformaram as indústrias. A introdução do furadeira horizontal, em particular, revolucionou a forma como grandes peças de trabalho são manuseadas, proporcionando novos níveis de precisão e eficiência.
Ação de corte: Entenda que uma cabeça de mandrilamento e faceamento (NCFP) começa com a ação de corte. À medida que a ferramenta interage com o material, ocorre a remoção. A precisão do corte é de um centésimo de milímetro.
Alimentação da ferramenta: O avanço da ferramenta avança, controlando a profundidade de corte. Em média, o avanço pode progredir entre 0,02 mm e 2 mm por rotação.
Rotação do fuso: Quanto à rotação do fuso, ele gira em velocidades que variam entre 20 a 3000 RPM. Quanto mais rápido girar, mais fino será o acabamento.
Ajuste de Diâmetro: Os usuários ajustam o diâmetro para definir o tamanho do furo que está sendo furado. A calibração está dentro de uma faixa de 2,5 a 610 mm, proporcionando flexibilidade.
Deslize Movimento: A corrediça se move em um caminho radial. O movimento influencia na profundidade do corte, garantindo um acabamento preciso. Este sistema é particularmente eficaz quando implementado em um centro de usinagem horizontal.
Compensação de folga: A reação, uma jogada indesejada, exige compensação. Um sistema dentro do NCFP anula esses efeitos, promovendo uma operação mais suave.
Mecanismo de Balanceamento: Um bom NCFP tem um mecanismo de equilíbrio. A distribuição de peso leva a uma operação mais suave e prolonga a vida útil da ferramenta.
Sistema de amortecimento: Para reduzir as vibrações, existe um sistema de amortecimento. Esta adição diminui o desgaste da ferramenta, promovendo a longevidade.
Porta-ferramentas: O porta-ferramentas protege a ferramenta de corte. Porta-ferramentas de qualidade podem suportar forças de até 10.000 Newtons, garantindo estabilidade.
Deslizar: O slide é crucial. Ele fornece movimento linear, impactando na profundidade e qualidade do corte.
Parafusos de Ajuste: Os parafusos de ajuste oferecem precisão. Esses componentes permitem o ajuste fino das medições para o milímetro mais próximo.
Engrenagens de Acionamento: As engrenagens de acionamento permitem o movimento. Com a relação de transmissão média de 2:1, esses componentes garantem que a máquina funcione sem problemas.
Fuso: O fuso segura o porta-ferramentas. Um fuso robusto pode girar a velocidades de até 3.000 RPM sem danificar a ferramenta.
Mecanismo de Alimentação: O mecanismo de alimentação controla o movimento de avanço da ferramenta. Taxas entre 0,02 mm a 2 mm por rotação são típicas.
Porca de bloqueio: Uma porca de bloqueio garante a estabilidade. Fixa o porta-ferramentas no lugar, suportando até 20.000 Newtons de força.
Contrapesos: Os contrapesos promovem o equilíbrio. Um sistema bem calibrado pode suportar até 50 quilos de peso, garantindo uma operação estável.
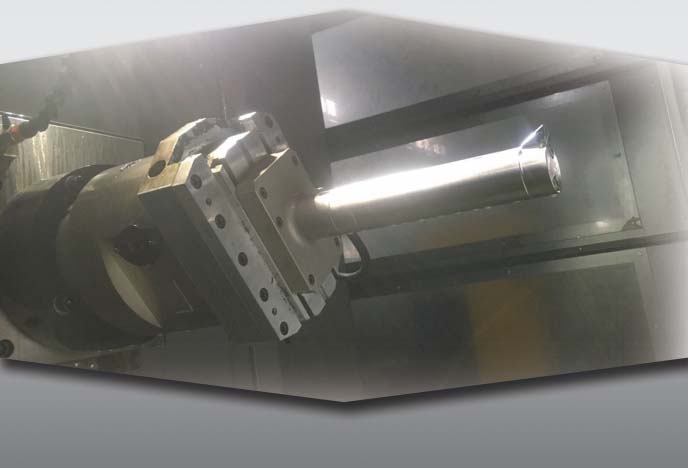
Desempenho do disco rotativo plano da série NCFP
A mesa rotativa plana da série NCFP, também conhecida como ferramenta de mandrilamento de diâmetro variável, é um sistema de ferramenta de eixo U estendido instalado em Mandriladoras e fresadoras CNC, mandriladoras tipo piso e centros de usinagem horizontais com eixos telescópicos. Movimento para realizar o torneamento estendido do eixo U dentro da faixa de curso radial, o que compensa a limitação de que a mandriladora CNC não pode concluir o torneamento. Através deste disco rotativo plano, a função composta de torneamento e fresagem de uma mandriladora é realizada, o que enriquece a capacidade de processamento da mandriladora CNC. Cooperando com as ferramentas correspondentes, pode realizar as funções, incluindo mandrilamento interno e externo de diâmetro variável, processamento de rosca interna e externa, torneamento de círculos internos e externos, ranhuramento, ranhura, rebaixo, perfilamento, ranhuramento e processamento de superfície.
A série de discos rotativos planos, também conhecidos como fresas de diâmetro variável, são extensões de mandriladoras e fresadoras CNC, mandriladoras de piso e centros de usinagem horizontal de eixo telescópico instalados em mandriladoras e fresadoras CNC, mandriladoras tipo piso e centros de usinagem horizontal de eixo telescópico. Sistema de ferramenta de eixo, através domovimento telescópico do fuso de mandrilamento CNC (eixo W) da máquina-ferramenta, o processo de torneamento estendido do eixo U dentro da faixa de curso radial é realizado, o que compensa a limitação de que a mandriladora CNC não pode completar o torneamento. A função composta de torneamento e fresagem da mandriladora enriquece a capacidade de processamento da mandriladora CNC. Com as ferramentas correspondentes, ela pode realizar mandrilamento de furos internos e externos com diâmetro variável, usinagem de roscas internas e externas, torneamento de círculos internos e externos, canais, canais, rebaixos e perfis. , corte e funções de processamento de superfície.
Os discos rotativos planos da série NCFP são divididos em dois tipos: tipo de saída de água central e tipo sem saída de água central. O tipo de saída de água central do disco rotativo plano pode cooperar com o sistema de saída de água de alta pressão existente no fuso do equipamento da máquina-ferramenta e também pode ser combinado de forma eficaz com o dispositivo de resfriamento externo do equipamento da máquina-ferramenta. Ele pode efetivamente reduzir a temperatura local gerada pela alta temperatura durante o torneamento e prolongar a vida útil da ferramenta. Melhore o acabamento superficial das peças e melhore a qualidade das peças. Aumente a velocidade de corte e obtenha maior produtividade na produção.
A série Ncp de discos rotativos planos é dividida em dois tipos: tipo de saída de água central e tipo sem saída de água central. O tipo de saída de água central do disco rotativo plano pode cooperar com o sistema de saída de água de alta pressão existente no fuso do equipamento da máquina-ferramenta e também pode ser combinado de forma eficaz com o dispositivo de resfriamento externo do equipamento da máquina-ferramenta. Ele pode efetivamente reduzir a temperatura local gerada pela alta temperatura durante o processamento de torneamento, prolongar a vida útil da ferramenta, melhorar o acabamento superficial da peça, melhorar a qualidade da peça, aumentar a velocidade de corte e obter maior produtividade na produção.
Instalação de Disco Rotativo Plano Série NCFP
O fuso da máquina-ferramenta é esticado e o cabo da ferramenta da cabeça do disco rotativo plano é engatado no orifício cônico do fuso e o cabo da ferramenta é preso. bloqueado na máquina.
A série NCFP de cortadores rotativos planos é poderosa e pode ser instalada com vários porta-ferramentas em sua mesa deslizante, como Capto, haste quadrada e haste cilíndrica.

| Modelo | Viagem única (mm) | Diâmetro máx. de mandrilamento (mm) | Min chato dia. (milímetros) | Refrigerante Interno | tolerância chata | Velocidade máxima rpm | Taxa de Transmissão | Diâmetro do eixo de perfuração (mm) | Rugosidade de processamento | Peso (Kg) |
| NCFP-50 | 50 | 800 | 50 | opcional | H7 | 500 | 2:1 | ≥110 | Dentro de 1,6 | 120 |
| NCFP-85 | 85 | 1000 | 50 | opcional | H7 | 400 | 1:1 | ≥110 | Dentro de 1,6 | 130 |
| NCFP-120 | 120 | 1400 | 80 | opcional | H7 | 400 | 1:1 | ≥110 | Dentro de 1,6 | 150 |
Manual: Um favorito entre os maquinistas tradicionais, o cabeçote de mandrilamento e faceamento manual permite que você controle os cortes. Com ajustes exatos, o diâmetro perfeito torna-se fácil de alcançar.
Automático: Cabeçotes automáticos eficientes e de alto desempenho fazem o trabalho sem sua orientação constante. Para trabalhos em massa, eles são vitais.
Desbaste: Para remover grandes quantidades de material, use cabeçotes de desbaste. Eles aceleram o processo de usinagem.
Acabamento: Precisão é a promessa das cabeças de acabamento. Após o desbaste, as cabeças de acabamento refinam o tamanho do furo para um ajuste perfeito.
Modular: A flexibilidade define as cabeças modulares. Altere seus componentes para atender às várias necessidades de usinagem.
Ajustável: Um tamanho não serve para todos na usinagem. As cabeças ajustáveis permitem alterar o diâmetro de corte.
Leitura digital: Na era digital, a usinagem também se adapta. As cabeças de leitura digital fornecem dados de medição em tempo real.
Compatível com CNC: Para máquinas modernas como CNCs, são necessários cabeçotes específicos. Cabeçotes compatíveis com CNC oferecem alta precisão e velocidade.
Blocos do motor: A fabricação de blocos de motor requer furação precisa. As cabeças frontais fornecem a precisão que o coração do seu carro exige.
Coletores: Para um fluxo de ar eficiente nos motores, os manifolds precisam de mandrilamento perfeito. As cabeças chatas e de faceamento tornam isso possível.
Flanges: A conexão de tubos ou válvulas geralmente envolve flanges. Obtenha um ajuste seguro com o mandrilamento preciso dessas ferramentas.
Caixas de engrenagens: Cada engrenagem em uma caixa de câmbio precisa se encaixar perfeitamente. As cabeças chatas e de faceamento garantem o ajuste perfeito. O centro de usinagem vertical cnc tem um papel significativo nessas aplicações.
Componentes Hidráulicos: Para que os sistemas hidráulicos funcionem, seus componentes requerem furação de precisão. Essas cabeças tornam a tarefa possível.
Fabricação de moldes: Os moldes precisam ser cópias exatas. Consiga isso com cabeçotes de mandrilamento e faceamento precisos.
Componentes Aeroespaciais: A indústria aeroespacial exige alta precisão. Para seus componentes, essas ferramentas oferecem precisão incomparável.
Acoplamentos: Os eixos de conexão dependem de acoplamentos. Um furo preciso garante um ajuste perfeito. Use cabeçotes chatos e de faceamento para esse trabalho.

Velocidade de corte: A precisão é importante na metalurgia. A velocidade de corte, normalmente medida em pés por minuto (FPM), afeta muito o resultado. Para garantir operações suaves, controle a velocidade de corte nas operações de mandrilamento e faceamento (ncfp).
Taxa de alimentação: Ao configurar uma máquina para mandrilamento ou faceamento, lembre-se de que a taxa de avanço conta. Uma taxa lenta, denotada em polegadas por minuto (IPM), mantém a longevidade da ferramenta.
Geometria da ferramenta: Aqui, o ângulo da ferramenta de corte desempenha um papel importante. Um ângulo errado pode fazer com que a ferramenta se desgaste rapidamente.
Profundidade do corte: Um parâmetro a considerar, pois determina a qualidade do produto final.
Tipo de material: Materiais diferentes precisam de estratégias diferentes. As configurações ideais da máquina dependem se você está trabalhando com aço, alumínio ou qualquer outra coisa.
Fluxo do refrigerante: O fluxo de refrigerante suficiente evita o acúmulo de calor. Proteja suas ferramentas e obtenha um acabamento mais fino.
rotação do eixo: Um alto rotação do fuso pode tornar o trabalho mais rápido, mas pode prejudicar seu ferramental. Equilibre a velocidade e a vida útil da ferramenta para obter os melhores resultados.
Saliência da ferramenta: Saliências mais longas podem causar vibração, resultando em trabalho impreciso. Esforce-se para obter um balanço mínimo.
Perfuração em Mergulho: Essa técnica, caracterizada pelo movimento direto da ferramenta na peça de trabalho, proporciona excelente eficiência.
Escalonamento: Como o nome sugere, envolve perfuração em etapas ou etapas. Esta técnica é adequada para criar diferentes diâmetros dentro do mesmo furo.
Contornando: Usando este método, obtenha uma forma específica dentro do furo, útil quando um furo reto não é o ideal.
Perfuração traseira: Um método valioso quando o acesso ao lado oposto da peça de trabalho é restrito. Estas técnicas são vitais, especialmente no Engenharia aeroespacial setor onde a precisão é fundamental.
Micro Perfuração: Para obter furos precisos de pequenos diâmetros, esta técnica se destaca.
Mandrilamento cônico: Use este método para criar furos cônicos. O diâmetro do furo muda ao longo do comprimento.
Voltado para: Quando você precisa suavizar o final de uma peça de trabalho, o faceamento se torna sua técnica preferida.
Chanfro: Use esta técnica para remover bordas afiadas. Uma etapa crucial na preparação de uma peça de trabalho para outras operações.
Inserções de carboneto: As pastilhas de metal duro oferecem uma aresta de corte para cabeças de mandrilamento e faceamento (ncfp). Com alta dureza e resistência ao calor, 80% dessas pastilhas contêm carboneto de tungstênio.
Aço de alta velocidade: O aço rápido (HSS) é outro material para ferramentas. Em virtude da tenacidade, o HSS suporta forças mais altas em comparação com o metal duro.
Barras chatas: Barras de perfuração, cruciais para diâmetros internos, vêm em comprimentos de 6 a 40 polegadas. A rigidez garante a precisão.
Porta-ferramentas: Porta-ferramentas suportam barras de mandrilar. A fixação segura aumenta a estabilidade, reduzindo os erros a meros milésimos de polegada.
Sistemas de refrigeração: Os sistemas de refrigeração evitam o superaquecimento. Os jatos direcionados mantêm uma temperatura abaixo de 200°F, ideal para usinagem.
Predefinidores de ferramentas: Os pré-ajustes de ferramentas medem a geometria da ferramenta. Medições precisas, dentro de 0,0001 polegadas, garantem precisão de usinagem.
Fluidos de Corte: Os fluidos de corte reduzem o atrito. Uma mistura de óleos e aditivos prolonga a vida útil da ferramenta em 50%.
Barras antivibração: As barras antivibração neutralizam a vibração. As vibrações de amortecimento se traduzem em acabamentos mais suaves, até 8 micropolegadas.
Verificações dimensionais: Verificações dimensionais garantem tamanhos exatos. Paquímetros e micrômetros medem com precisão de 0,0001 polegadas, mantendo dimensões críticas.
Acabamento de superfície: O acabamento da superfície define a textura. Uma faixa de acabamento de superfície de 1 a 3,2 micrômetros é comum para componentes usinados.
Análise de tolerância: A análise de tolerância avalia variações de tamanho. Apontar para uma faixa estreita, como ±0,0002 polegadas, aumenta a consistência do produto.
Monitoramento do Desgaste da Ferramenta: O monitoramento do desgaste da ferramenta detecta a degradação da ferramenta. As verificações regulares prolongam a vida útil da ferramenta e a substituição oportuna evita imprecisões.
Controle de temperatura: O controle de temperatura mantém o calor consistente. Os sensores mantêm as temperaturas abaixo de 180°F, protegendo a estabilidade dimensional.
Inspeção de peças: A inspeção de peças utiliza sondas e lasers. Medições exatas, dentro de 0,0005 polegadas, garantem a conformidade com os padrões de engenharia.
Calibração: A calibração garante que as ferramentas de medição sejam precisas. A calibração anual reduz o desvio para apenas 0,00005 polegadas.
Documentação: A documentação rastreia os dados de qualidade. Logs rigorosos reforçam a conformidade com a ISO 9001, reforçando a integridade e responsabilidade do processo.
Problemas de vibração: Vibrações repentinas e severas podem significar desequilíbrio em sua cabeça chata e voltada para cima (ncfp). Ferramentas balanceadas proporcionam cortes precisos. Um desequilíbrio pode levar a resultados ruins.
Quebra da ferramenta: Ferramentas quebradas prejudicam seu fluxo de trabalho. As verificações regulares evitam avarias inesperadas. Use o material certo para suas ferramentas.
Acabamento superficial ruim: Um acabamento ruim pode significar ferramentas cegas. Afie regularmente as ferramentas para cortes suaves.
Imprecisão dimensional: Medições com erros de até um milímetro podem arruinar o trabalho. A calibração precisa é crucial.
Superaquecimento: Máquinas que esquentam correm o risco de quebrar. Intervalos regulares de resfriamento mantêm as temperaturas sob controle.
Desgaste Excessivo da Ferramenta: Ferramentas gastas dão resultados ruins. A substituição de rotina garante desempenho máximo.
Marcas de alimentação: Marcas indesejadas estragam o acabamento. Avanços adequados da ferramenta evitam ranhuras indesejadas.
Danos na peça de trabalho: Peças de trabalho danificadas levam ao desperdício de recursos. O uso correto da ferramenta evita danos desnecessários.
Software CAM: O software Computer Aided Manufacturing orienta suas ferramentas. Instruções precisas levam a resultados superiores.
Geração de Percurso: A definição precisa dos caminhos da ferramenta otimiza o processo de usinagem. É um passo vital para o sucesso.
Programação CNC: A programação correta de suas máquinas CNC garante um ótimo desempenho. É uma habilidade crucial nesta indústria.
Ferramentas de Simulação: As simulações fornecem insights sem desperdício de material. Use-os para prever possíveis problemas.
Detecção de colisão: A detecção de colisão evita danos dispendiosos à máquina. É uma proteção em sua linha de produção.
Programação off-line: A programação offline permite a continuidade do fluxo de trabalho. Evita o tempo de inatividade da máquina devido à programação imediata.
Gerenciamento de ferramentas: O gerenciamento adequado de ferramentas prolonga a vida útil do seu equipamento. Ferramentas bem conservadas fornecem melhores resultados.
Código G: Masterização Programação em Código G otimiza o potencial da sua máquina. É a linguagem de suas máquinas CNC.
Versatilidade: Uma cabeça chata e de faceamento (ncfp) se destaca em versatilidade. Você pode trabalhar com uma vasta gama de peças, desde cilindros de motor até caixas de câmbio.
Precisão: Com sua precisão incomparável, o ncfp supera outros métodos. Os níveis de tolerância são geralmente de 0,005 polegadas, suportando medições precisas.
Velocidade: Comparado aos métodos manuais, o ncfp permite uma produção mais rápida, acelerando as linhas de montagem em aproximadamente 20%.
Vida útil da ferramenta: Embora os componentes ncfp sejam duráveis, eles duram mais do que ferramentas duras, reduzindo a frequência de substituição.
Variedade de materiais: Ncfp é adaptável, capaz de usinar vários materiais como aço, alumínio e latão.
Escalabilidade: Quando se trata de produção em massa, o ncfp se destaca. Projetos de grande escala tornam-se mais simples e mais econômicos.
Tempo de preparação: A configuração do Ncfp demanda tempo, o que pode atrasar as operações. Outros métodos, como o fresamento, podem economizar tempo de configuração.
Complexidade: Ncfp opera intrincadamente. Operadores experientes podem obter resultados superiores, mas essa complexidade apresenta uma curva de aprendizado.
Alta precisão: O Ncfp oferece precisão incomparável, gerando medições exatas que reforçam a qualidade do produto.
Flexibilidade: A flexibilidade inerente do ncfp permite que tarefas complexas de usinagem sejam executadas com facilidade.
Acabamento de superfície melhorado: Ao eliminar erros manuais, o ncfp fornece um acabamento superficial mais fino.
Alto custo: Apesar dos benefícios, o ncfp exige um investimento de capital considerável. A tecnologia avançada aumenta os custos iniciais.
Habilidade do operador necessária: A execução de um ncfp requer pessoal qualificado, aumentando o custo operacional.
Demanda de manutenção: A manutenção regular é essencial para manter o ncfp em ótimas condições, aumentando os custos gerais.
Tipos de materiais limitados: Embora versátil, o ncfp tem seus limites. Materiais mais duros podem ser desafiadores.
Complexidade na configuração: A configuração do ncfp é complicada, exigindo tempo e experiência, o que pode atrasar as operações.
No guia, os especialistas revelaram segredos sobre a cabeça chata e voltada para o rosto (NCFP). Os leitores conheceram a história e viram como a ferramenta evoluiu. As pessoas também descobriram como a ferramenta funciona.
Existem diferentes tipos, e cada um tem um trabalho especial. Esta ferramenta faz peças de metal perfeitas. Para moldar metal como um profissional, siga sempre os melhores passos. Para obter uma ótima cabeça chata e de face, o lugar certo é CNCYANGSEN.











