
No intrincado mundo da manufatura, as matérias-primas passam por uma transformação fascinante, passando por uma série de processos de corte antes de emergirem como produto final. Um requisito comum nesta jornada é a criação de furos no material, e é aí que a usinagem com mandrilamento ocupa o centro das atenções.
Embora vários métodos, como a perfuração, possam realmente fazer furos em uma peça de trabalho, a mandrilamento CNC se destaca como a técnica ideal para criar cavidades espaçosas e de grande diâmetro, com um foco notável na precisão dimensional.
No artigo de hoje, vamos revelar as profundezas do usinagem chata, lançando luz sobre seus meandros. Então, vamos começar uma jornada para compreender a arte e a ciência da usinagem com mandrilamento e sua importância na fabricação moderna.

A mandrilamento é uma técnica de fabricação subtrativa essencial, projetada para atingir dois objetivos principais: primeiro, ampliar furos pré-perfurados ou fundidos e, segundo, elevar sua precisão dimensional. Este processo utiliza uma ferramenta de corte de ponta única, um verdadeiro artesão no mundo da usinagem, para remover meticulosamente o material do interior de uma peça.
A beleza do chato está na sua versatilidade. Dependendo dos requisitos específicos de tamanho do furo, precisão, diâmetro e restrições de posição, o mandrilamento surge como a solução ideal. Ela se destaca principalmente quando se trata de fazer furos de dimensões consideráveis e sua precisão inata a diferencia dos métodos tradicionais de perfuração.
Independentemente da ferramenta ou máquina específica utilizada, as operações de mandrilamento sempre abrangem três tarefas fundamentais:
Ampliando furos com perfeição precisa: As ferramentas de mandrilamento são excelentes para ampliar furos até suas dimensões exatas e precisas, ao mesmo tempo em que fornecem um acabamento impecável.
Endireitando o caminho: A furação intervém para retificar o curso de furos pré-perfurados ou rosqueados e suavizar quaisquer imperfeições nas peças fundidas, garantindo um resultado impecável.
Criando Harmonia Concêntrica: A furação alcança o feito impressionante de criar furos concêntricos, alinhando seus diâmetros interno e externo em perfeita harmonia, um feito de precisão indispensável na fabricação.
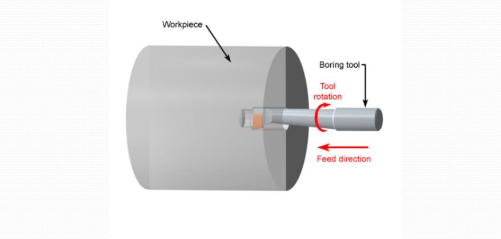
A magia da usinagem de mandrilamento ocorre em um palco montado por um torno ou uma fresadora CNC, onde uma ferramenta especialmente projetada, a estrela do show, não é outra senão a renomada barra de mandrilar, ostentando sua pastilha de corte de precisão. No entanto, antes que este processo cativante possa começar, é necessário um ato preliminar – a presença de um furo inicial, seja de perfuração ou fundição.
No teatro de mandrilamento baseado em torno, a cabeça da barra de mandrilamento ocupa o centro das atenções à medida que entra elegantemente no furo pré-existente. O torno, com um giro gracioso, coloca a peça em movimento, enquanto a ferramenta de mandrilar estacionária apara delicadamente as bordas internas do furo. À medida que realiza sua arte, o buraco se expande graciosamente, centímetro por centímetro, aproximando-se das dimensões pretendidas.
Por outro lado, no balé de uma fresadora, a peça assume o papel do executor estacionário. A ferramenta giratória, como um maestro com uma batuta, assume a liderança e, com precisão calculada, amplia o furo até a perfeição. A peça permanece equilibrada, permitindo que a ferramenta execute sua dança encantadora de remoção de material.
Não importa em que palco esta sinfonia se desenvolva, o princípio do tédio permanece consistente e inabalável. A interação graciosa da ferramenta de mandrilar com a peça de trabalho aumenta lenta mas seguramente as dimensões do furo até atingir o tamanho preciso e atingir o acabamento superficial desejado, deixando-nos com uma peça de trabalho que foi transformada com precisão meticulosa.
Quando se trata do mundo das mandriladoras, o palco é compartilhado por uma série de artistas versáteis, cada um adaptado para tarefas específicas e características da peça. Aqui, revelaremos as estrelas do show e os vários tipos de mandriladoras que enfeitam a arena da manufatura.
Estas máquinas majestosas são ideais para grandes palcos, reservadas para peças longas.
Eles podem acomodar peças de trabalho de até 144" (3.657,6 mm) de forma elegante.
A mesa, muitas vezes montada no chão, também pode ocupar seu lugar na pista da máquina.
Os HBMs do tipo piso possuem barras de mandrilar que variam de 6" (152,4 mm) a 10" (254 mm) de diâmetro, ostentando geometrias semelhantes àquelas encontradas nos HBMs do tipo mesa.
As mandriladoras lineares, semelhantes às do tipo piso, são adaptadas para precisão.
Esses burros de carga confiáveis encontram sua vocação com peças de trabalho de médio a grande porte com formatos prismáticos.
Eles empunham uma ferramenta de corte de ponta única, com diâmetros variando de 3 pol. (76,2 mm) a 6 pol. (152,4 mm), sustentada por um fuso paralelo à mesa de trabalho.
Os HBMs tipo mesa exibem uma configuração robusta, capaz de fornecer forças de corte robustas para lidar até mesmo com os materiais mais pesados.
Grampos e parafusos fixam a peça de trabalho, enquanto a mesa nervuradaestrutura suporta graciosamente a carga.
As velocidades rotativas da barra de mandrilar variam entre 15 e 1.500 RPM, enquanto a taxa de avanço segue um ritmo harmonioso, normalmente definido entre 0,1 e 40 IPM.
As VBMs assumem uma postura diferente, com uma mesa horizontal e uma barra de mandrilar suportada por fuso com movimento vertical que entra e sai elegantemente da peça de trabalho.
Eles são robustos o suficiente para suportar peças pesadas e fazer furos de até 24" (609,6 mm) de diâmetro.
As brocas gabarito, um subtipo de VBMs, possuem rolamentos de alta precisão e vêm em diversos tamanhos e especificações, com variantes CNC crescendo em popularidade.
O mundo das fresadoras CNC e roteadores CNC também apresenta VBMs de diversos tamanhos e especificações, atendendo a uma variedade de aplicações.
Estas máquinas delicadas, mas precisas, são adequadas para tarefas íntimas, atendendo às necessidades de peças pequenas.
As mandriladoras de precisão têm a responsabilidade de fabricar componentes em miniatura, como aqueles encontrados no intrincado funcionamento de um relógio, onde o acabamento superficial impecável e a extrema precisão são de suma importância.
Até mesmo tornos CNC de alta potência, como o Haas ST-30, ocasionalmente assumem esta função, criando habilmente furos precisos em materiais robustos como aço e titânio.
Com esse elenco de personagens, o mundo da manufatura pode adaptar suas operações de mandrilamento às demandas exclusivas de cada peça de trabalho, garantindo que a precisão, a exatidão e a eficiência reinem supremas.
Vamos explorar juntos as diversas operações que podem ser realizadas usando estas máquinas:
Os furos são perfurados usando barras de mandrilar especializadas.
Vários furos podem ser perfurados sequencialmente ajustando a posição da peça de trabalho para alinhá-la com a barra de mandrilar.
A barra de mandrilar é instalada no fuso e a fresa é configurada nas dimensões desejadas. Um corte leve é iniciado.
O furo é medido e as configurações de velocidade e avanço são ajustadas conforme necessário para concluir o corte.
Esta operação envolve um movimento de alimentação cruzada da sela para moldar a peça de trabalho.
O trilho transversal e o aríete são travados na posição desejada.
A sela se move transversalmente enquanto a peça gira sobre a mesa.
A profundidade do corte é controlada pelo aríete.
Superfícies cônicas e cônicas são moldadas girando a cabeça da ferramenta no ângulo desejado.
Para superfícies cônicas com grandes ângulos incluídos que ultrapassam a capacidade de rotação do cabeçote da ferramenta, um avanço cruzado e descendente combinado é empregado para cortar a conicidade necessária.
Para esta operação, a sela é fixada para evitar o movimento horizontal do aríete.
O carneiro é alimentado para baixo.
Furos de diâmetro maior são perfurados inserindo o cabeçote da ferramenta diretamente na peça, enquanto furos de diâmetro menor são moldados usando uma barra de mandrilar fixada no cabeçote da ferramenta.
Semelhante à operação de conformação, este processo é realizado através do movimento de alimentação cruzada da sela.
No mundo da manufatura, precisão e qualidade não são negociáveis. À medida que exploramos as complexidades da usinagem com mandrilamento, a necessidade de uma precisão impecável torna-se evidente. É aí que YANGSEN entra em cena, pronto para atender às suas necessidades de fabricação de precisão.
Ao trabalhar neste setor há mais de 20 anos, dominamos nossas habilidades com perfeição. Nossas instalações de última geração, que abrangem mais de 75 mil m2 e contam com mais de 500 funcionários altamente profissionais, são a prova do nosso compromisso com a excelência.
Contate-nos hoje e embarque em uma jornada de precisão e qualidade que redefinirá sua experiência de fabricação. Junte-se às fileiras daqueles que exigem nada menos que a perfeição, porque, pelo menos YANGSEN, a precisão não é apenas uma promessa; é o nosso legado.











