
As máquinas CNC são a maravilha da era moderna. E porta-ferramentas e BTs e BBTs como subcategorias de porta-ferramentas cumprem uma função importante para máquinas CNC. Este artigo informa sobre os tipos, função, diferença, medição e muito mais coisas sobre porta-ferramentas, BTs e BBTs.
O controle numérico refere-se ao controle automático, não ao controle manual, de máquinas, e sua história remonta à década de 1940, quando John T. Parsons conseguiu controlar uma máquina usando cartões perfurados com um sistema de posição de coordenadas. Este sistema evoluiu para o controle numérico computadorizado com o desenvolvimento dos computadores. Hoje, as máquinas-ferramentas são programadas para realizar operações com a mais alta precisão e velocidade.

As máquinas CNC são feitas de diferentes partes. Duas partes principais são o fuso e a ferramenta de corte. O fuso é a fonte de energia e suas principais funções são operar a ferramenta de corte e ajustar sua precisão. Assim, a ferramenta de corte realiza operações como furação, fresamento ou mandrilamento. Dito isto, é necessária uma peça de interface entre estes dois contra possíveis danos aos mesmos. Esta parte é chamada de porta-ferramentas. A principal responsabilidade dos porta-ferramentas é fornecer a margem necessária entre o fuso e a ferramenta de corte. Caso contrário, essas peças seriam danificadas devido ao atrito causado pela conexão direta. Os porta-ferramentas fornecem uma conexão segura e, portanto, desempenham um papel crucial em garantir o equilíbrio, a precisão do desvio e a força de aperto das máquinas CNC.
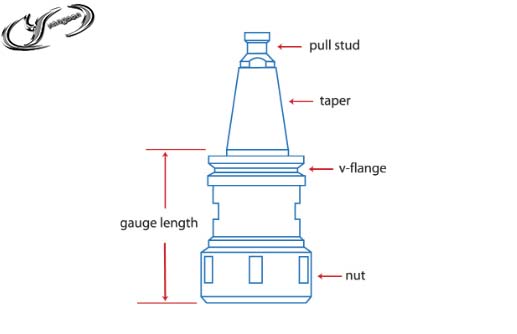
Um porta-ferramentas geralmente consiste em quatro partes:
Puxe os prisioneiros (botões de retenção): Os pinos de tração prendem os porta-ferramentas ao fuso e os mantêm presos a ele. Sem esta peça, os porta-ferramentas voariam para fora do fuso. No processo de operação da máquina, ela é levantada pelo conjunto de fixação do fuso, permitindo o tracionamento do porta-ferramentas para dentro do suporte do fuso.
O cone: O cone é o ponto de fixação do porta-ferramentas ao fuso. É em forma cônica. Ele se encaixa no soquete fêmea do fuso e, assim, prende o porta-ferramentas ao fuso.
A flange: Quando o trocador automático de ferramentas é movido do porta-ferramentas, é a parte onde o trocador de ferramentas está preso.
O bolso da pinça: A pinça vai para o bolso de coleta para que possa ser presa por porcas de pinça.
Existem inúmeros tipos de porta-ferramentas em diferentes tamanhos e padrões e para diferentes finalidades. Seria difícil até para os operadores conhecer todos os tipos de porta-ferramentas. No entanto, podemos citar esses tipos básicos de porta-ferramentas:
Mandris de pinça:
Eles são porta-ferramentas populares com sua fácil fixação e alta força de preensão. Eles têm tipos diferentes, como “draw-in” e “push-out”.
Mandris de perfuração:
Eles podem ser basicamente categorizados como “mandris com chave” e “mandris sem chave”. Para mandris com chave, você usa uma chave para apertar o suporte. Os mandris sem chave podem ser apertados manualmente. Os mandris de perfuração estão em uso há muitos anos e são ideais para operações descomplicadas em pequenas oficinas.
Porta-fresas:
São porta-ferramentas simples e baratos, mas têm vida útil curta.
Mandris retráteis:
Eles são aquecidos e, portanto, podem ser ajustados para hastes em tamanhos diferentes. Um dispositivo especial é usado para aquecer o mandril retrátil. O dispositivo aquece automaticamente o mandril para atingir a rigidez e a precisão desejadas sem depender da habilidade do operador.
Portadores de ER:
Esses suportes são preferidos principalmente por seu alto desvio, boa aderência e preço razoável. Eles também são mais versáteis do que outros suportes e podem caber facilmente em qualquer tipo de haste. No entanto, eles exigem mais cuidado e treinamento. Primeiro, uma pinça correta deve ser usada para uma haste específica. Então, eles devem ser apertados corretamente. Finalmente, eles devem ser montados de forma limpa. Se tudo isso for feito corretamente, os portadores de ER terão o desempenho desejado.
Mandris de fresagem:
Os rolamentos de agulha dentro dos mandris de fresagem criam uma inclinação variável, fazendo pressão no corpo, o que aumenta consideravelmente a força de preensão. Pode-se dizer que os mandris de fresagem têm 5 vezes mais força de aperto do que um suporte comum. Apertá-los demais pode causar problemas de desalinhamento devido à alta pressão nos rolamentos de agulha, por isso muitos manuais aconselham afastá-los um pouco depois de apertá-los totalmente.
Mandris hidráulicos:
O óleo fluido é usado para aumentar a pressão e a aderência. Pode ser facilmente apertado usando uma chave hexagonal. Esses mandris oferecem alta precisão de batimento e reduzem extremamente a vibração. Por outro lado, sua principal desvantagem é a baixa rigidez.
•Primeiro, você deve escolher o tamanho correto adequado para sua oficina ou fábrica. Enquanto um BT30 pode fazer um ótimo trabalho para uma pequena oficina, pode não ser suficiente para grandes fábricas.
•A localização do local de trabalho também é importante. Enquanto os europeus optam por usar os suportes HSK, os americanos tendem a usar os suportes CAT. como umalternativa internacional, você pode optar por titulares de BT.
•Para maior precisão em altas velocidades, você pode preferir suportes de tecnologia avançada como BBT ou HSK.
•Se você quer versatilidade, os suportes ER seriam uma ótima escolha para você. Esses suportes desfrutam de pinças em quase todos os tamanhos.
•Para peças de trabalho simples, porta-ferramentas simples e baratos, como porta-fresas de topo, seriam suficientes. Como resultado, você não precisa fazer um grande investimento em porta-ferramentas.
•Em última análise, você não deve deixar de fazer seu investimento nos porta-ferramentas de primeira linha de que precisa. Lembre-se de que esse investimento se transformará em produtividade e lucro no longo prazo.
Diferentes padrões foram desenvolvidos para o gerenciamento de ferramentas de máquinas CNC. O padrão usado para cones na Europa é SK ou ISO. HSK é uma versão desenvolvida dos porta-ferramentas SK, com recurso de contato duplo. O tamanho de seus cones é 1:10. O recurso de contato duplo melhora o desempenho dos porta-ferramentas HSK em diferentes aspectos. Os americanos usam o padrão CAT. E o BT é uma forma avançada do padrão CAT desenvolvido pela indústria japonesa de porta-ferramentas. Na verdade, é a abreviação de 'Bottle Grip Taper'. O tamanho do cone é 7:24, eles têm tamanhos diferentes de acordo com o diâmetro do cone, como BT30, BT40 e BT50. BBT refere-se a cones 'Big Plus BT', assim como BCB refere-se a cones Big Plus CAT. A tecnologia Big Plus envolve fuso de contato duplo. A haste toca o fuso tanto na face do fuso quanto na face do flange. Abaixo, explicaremos mais sobre os porta-ferramentas BBT e detalharemos suas superioridades sobre os porta-ferramentas BT.

BT refere-se a porta-ferramentas convencionais nos quais o fuso só entra em contato com o cone após a fixação. Nessas ferramentas, existe um espaço significativo entre a face do fuso e a face do flange. Este espaço afeta muito o desempenho do porta-ferramentas e da máquina CNC em termos de rigidez, desvio, deflexão e alguns outros fatores.
 |
||||
| Especificação (mm) | L1 | D1 | D2 | y |
| BT30 | 48,4 | Φ31,75 | Φ46 | 1,0 |
| BT40 | 65,4 | Φ44,45 | Φ63 | 1,0 |
| BT50 | 101,8 | Φ69,85 | Φ100 | 1,5 |
Especificação dos porta-ferramentas BT
No início da década de 1990, os maquinistas no Japão pensaram que os porta-ferramentas poderiam ter um desempenho melhor se esse espaço fosse removido e eles desenvolveram a tecnologia Big Plus. Nós o chamamos baixinho de BBT. Essa tecnologia também é chamada de tecnologia de contato duplo. Nos porta-ferramentas BBT, há um contato frontal e um contato cônico. Em outras palavras, após a fixação do fuso e do porta-ferramentas, a face do fuso e a face do flange, uma parte do porta-ferramentas, contatos, bem como os contatos do fuso e do porta-ferramentas no cone. Como resultado, não haverá espaço entre o fuso e o porta-ferramentas.
Uma vez percorrido este espaço, o porta-ferramentas e o eixo-árvore atuam da mesma forma como se fossem uma única unidade. O espaço é coberto fazendo extensões tanto no fuso quanto no porta-ferramentas. Portanto, temos fusos Big Plus e porta-ferramentas Big Plus. Quando um porta-ferramenta padrão não-BBT é colocado em um fuso padrão não-BBT, há aproximadamente 3 mm de folga da parte inferior da face do flange até o topo da face do fuso. Para cobrir essa folga, a face do flange é estendida em 1,5 mm e a face do eixo é estendida em 1,5. Resumindo, a folga é dividida pela metade fazendo adições à face do flange e à face do fuso. Eventualmente, temos um contato cônico por dentro e um contato de face por fora.
Para obter o melhor desempenho, é ideal ter um porta-ferramentas BBT e um fuso BBT. Muitos fabricantes de máquinas produzem fusos BBT. Se você usar o porta-ferramentas BBT ou o fuso BBT, poderá cobrir apenas a metade da folga. Pensando que você tem uma máquina CNC com fuso BBT, o melhor será usar um porta-ferramentas BBT.
O contato duplo permite uma forte conexão fuso-porta-ferramenta. A área de contato maior torna o porta-ferramentas BBT vantajoso em relação aos porta-ferramentas BT. Estas vantagens serão explicadas a seguir.
Os porta-ferramentas BBT superam os porta-ferramentas BT em vários aspectos quando sua máquina CNC é operada sob os mesmos parâmetros. Em primeiro lugar, os porta-ferramentas BBT operam suavemente e nenhuma vibração audível é ouvida durante sua operação. Em segundo lugar, como resultado de um processo tão suave, nenhuma marca de trepidação é vista no acabamento da superfície. Resumindo, podemos dizer que os porta-ferramentas BBT são superiores aos porta-ferramentas BT. Agora vamos comparar esses dois porta-ferramentas para ver por que e como os BBTs são superiores aos BTs.
•A área de contato BBT é maior que a área de contato BT, o que melhora a estabilidade do fuso e do porta-ferramentas, suprime a vibração, exerce facilmente a capacidade de corte pesado e tem melhor rugosidade da superfície.
 |
 |
Máquina-ferramenta: YSV-957 Punho da ferramenta: BBT40/BT40 Ferramenta: Fresa de Ponta (D20) Quantidade de corte: 1,0 mm |
| Bom acabamento superficial | Facas leves na superfície |
•Como dissemos acima, o recurso de contato duplo dos BBTs aumenta consideravelmente o desempenho de corte e, ao mesmo tempo, garante alta precisão. Dessa forma,você pode obter um processo de produção sem erros em altas velocidades. Isso significa que a produção em massa de seus produtos de primeira linha pode ser realizada em um curto espaço de tempo, permitindo que você tenha uma vantagem competitiva sobre seus concorrentes em seu mercado e esteja à frente deles. Quanto maior a área de contato, maior a taxa de adesão e maior a rigidez de processamento. A tabela a seguir mostra o encaixe da alça BBT e área da alça BT, aumentando a rigidez de processamento em uma média de 30%.
| Modelo | BT | BT | Percentagem | |
 |
 |
 |
||
| BT30 | 2539 | 2539 | 767 | ↑30% |
| BT40 | 4820 | 4820 | 1422 | ↑29% |
| BT50 |
11803 |
11803 | 3791 | ↑32% |
•Os porta-ferramentas BBT aumentam a repetibilidade do trocador automático de ferramentas (ATC). Os BBTs criam desvio zero, de modo que o porta-ferramentas entra com precisão no fuso, o que aumenta a repetibilidade.
•O eixo de encadernação de dupla face dos BBTs também evita o deslocamento axial do suporte em altas velocidades.
•BBTs previnem a corrosão por contato causada por corte pesado.
•Nas operações de mandrilamento, você tem um melhor arredondamento com BBTs.
•Boa intercambiabilidade, as máquinas-ferramenta CNC produzidas pela cnyangsen são equipadas com fusos BBT de encadernação de dupla face com excelente desempenho, o que é de grande ajuda para melhorar o desempenho do corte e a precisão da usinagem. Uma das vantagens dos fusos de encadernação de dupla face é que os porta-ferramentas BT comuns podem continuar a ser usados.
| / | fuso BT | Fuso BBT |
| Alça BT |  |
 |
| Alça BTB |  |
 |
Portanto, se você ainda estiver usando porta-ferramentas convencionais, como BTs. já está na hora de você fazer seu investimento em BBTs para ter essas vantagens.

Os porta-ferramentas BBT devem ser calibrados de acordo com os padrões da marca comercial Big Plus. Essa medição é necessária para obter contato total, que é a essência da tecnologia Big Plus. Para fazer isso, as tolerâncias pré-determinadas não devem ser excedidas. Aqui, temos três medidores diferentes para garantir isso: mandril de desenho cônico, medidor de anel e equipamento de medição de face.
O mandril de desenho cônico é o medidor mais importante. Ele é essencialmente usado para determinar a profundidade que o cone do porta-ferramenta entrará no fuso após a ativação do sistema de retenção. Em última análise, isso determina qual deve ser a tolerância para a posição da face.
Um medidor de anel é usado para garantir que o eixo esteja no lugar certo na tolerância certa. A tolerância correta é determinada de acordo com as especificações dos fabricantes de eixos. Há um chip embutido no medidor de anel para registrar os dados de calibração. E o equipamento de medição é usado para fazer medições para as calibrações indicadas acima.
Os BBTs são os porta-ferramentas mais avançados que garantem o melhor desempenho das máquinas CNC. Com esses porta-ferramentas, você terá maior precisão, maior rigidez e acabamentos superiores. Você também não terá desvio, deflexão mínima e menos vibração. Além disso, a vida útil de sua máquina CNC e ferramenta de corte será estendida com esses porta-ferramentas.
O uso desses porta-ferramentas aumentará consideravelmente sua capacidade de produção e reduzirá seus custos de produção. Você também executará facilmente processos de produção em massa em um curto espaço de tempo. Tudo isso significa que você estará à frente de seus rivais em sua competição com eles em seu setor. Lembre-se de que investir em alta tecnologia sempre será lucrativo para você a longo prazo. Talvez seja o momento mais certo para você investir em porta-ferramentas BBT.











